+7(495) 640 21 99
+7(495) 640 22 07
+7(495) 640 21 99
+7(495) 640 22 07
Данное устройство предназначено для выравнивания рулонной кривизны и снятия внутренних напряжений листового или рулонного металла.
Сталь 08 ПС (ХП), 08 Ю по ГОСТ 14918-80; прокат листовой по ГОСТ Р 52246-2004; марки проката200-280, 320 по ГОСТ Р 52246-2004;
масса цинкового покрытия 100…275 г/м²; предел текучести 200…350 Н/мм²; полимерное покрытие по ГОСТ Р 52146-2003.
Параметры обрабатываемого металла (рулона):
- ширина исходного листа – 200 - 625 +5 мм
- толщина исходного металла – 0,4….2,0 мм



| 1. Станина с электроприводом на виброопорах | 6. Направляющий стол с регулируемыми направляющими |
| 2. Пара приводных подающих валков с ручным механизмом разведения | 7. Выходной поддерживающий ленту рольганг |
| 3. Нижняя плита с 10-ю правильными валками и двумя поддерживающими блоками контр валков | 8. Электрошкаф управления с частотно регулируемым приводом |
| 4. Верхняя плита с 9-ю правильными валками и двумя поддерживающими блоками контр валков | 9. Управляющая приводом штанга для работы в составе линии (управление приводом по петле провисания ленты) |
| 5. Два ручных привода с индикаторами для регулировки сведения верхних правильных валков по отношению к нижним. Схема правки - "клиновая" |
| Габариты (ДхШхВ) - 1800х1300х1400 мм | 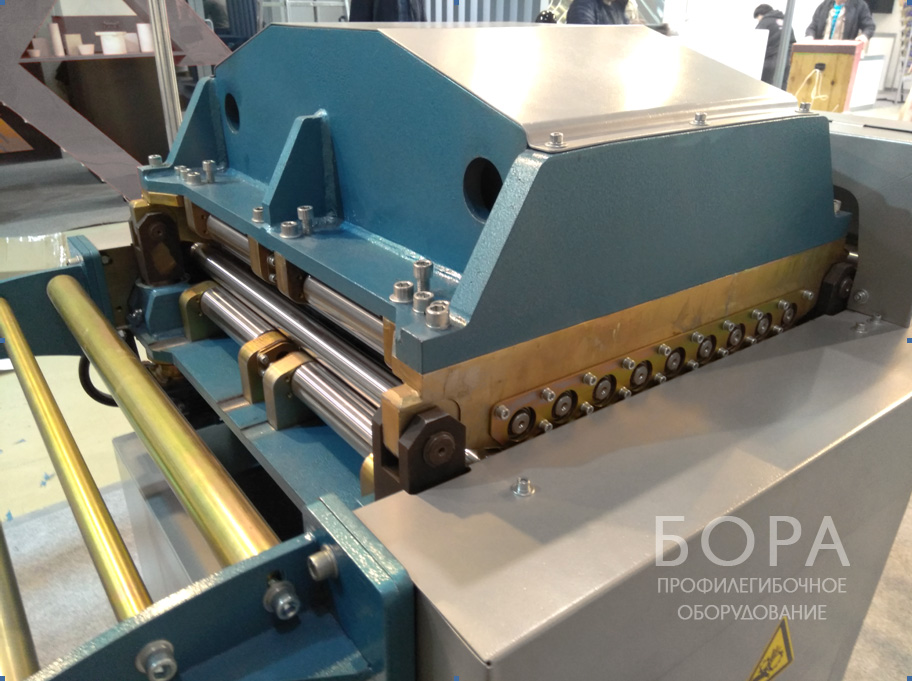 |
| Масса, не более кг. - 2000 | |
| Количество правильных валов шт. - 19 (с термообработкой) | |
| Диаметр правильных валов мм - 40 | |
| Система контр валков - есть | |
| Количество подающих валов шт. - 2 | |
| Скорость подачи, не более м/мин. - 25 | |
| Установленная мощность, не более кВт - 5,5 | |
| Плоскостность листа на 1 м.п. по ГОСТ 19904-90 - «Особо высокая» |
Машина правильная приводная 19-ти валковая - по запросу
| Московская область, г. Красногорск, Павшинский бульвар, дом 17 |
Контактная информация | |


|
Fl22-design studio |



