Автоматизированный профилегибочный комплекс ЛСТК
АПК 300 оснащается программным продуктом Vertex BD.
В комплект оборудования входит лицензия на одно рабочее место.
Автоматизированный профилегибочный комплекс ЛСТК
с автоматической регулировкой типоразмеров профиля АПК-300
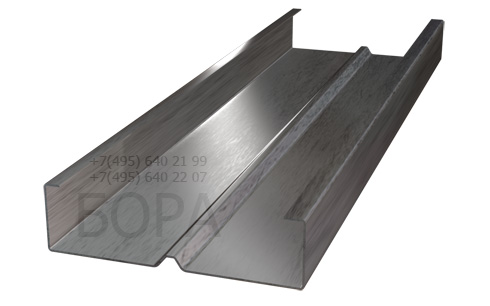
ПН 100-300 ПС 100-300
Компания "БОРА" предлагает автоматизированный профилегибочный комплекс ЛСТК с автоматической регулировкой типоразмеров профиля АПК-300.
Линия производит Направляющий и Стоечный профили, со строительной высотой от 100мм до 300мм, и регулировкой высоты боковых полок от 50мм до 80 мм.
Оцинкованная сталь группы ХШ, ХП, ПК – по ГОСТ 14918-80, или
Оцинкованный прокат марок 220, 250, 280, 320, 350 по ГОСТ Р 52 246-2004
Предел текучести Ϭ 0,2= 220-350 Н/мм2
Толщина используемых сталей – 1,2 - 3,0 мм.
Ширина рулона до - 500 мм.
Внутренний диаметр исходного рулона - 480 - 600 мм.
Производительность - 10 -12 м/мин
Установленная мощность линии - 52 кВт.
Габариты линии в плане без приемного стола - 15 м х 3м.
Состав линии :
1. Разматыватель «RG-5» приводной, консольного типа, грузоподъёмностью 5 т с прижимным устройством и загрузочной телегой «TG-10».
Гидравлический привод разжима лап и подъема загрузочной телеги.
2. Автоматизированный профилегибочный комплекс «АПК-300»
Состав машины:
2.1. Правильно-подающая машина.
Предназначен для правки исходной ленты и контролируемой (с отсчетом размера) подачи её в блок прессов и прокатный стан.
- Пара подающих валков.
- Пять правильных валков.
- Пара вытягивающих валков.
- Приводной сервопривод с внешним энкодером.
2.2. Гильотина отрезная гидравлическая.
Предназначена для отруба ленты при смене материала или окончания выполнения задания.
2.3. Блок штамповочных блоков для крепежных элементов и технологических отверстий
- Две перемещаемые опорные плиты с установленными на них набором прессово-штамповочными блоками. Позиционирование при смене типоразмера профиля, осуществляется в автоматическом режиме программным способом.
2.4. Первый регулируемый профилирующий модуль ПН, ПС профили
- Две перемещаемые опорные плиты с установленными на них профилирующими каретками с профилирующими клетями. (левая и правая) и консольными прессами.
- Консольные пресса ( левый, правый) на каждой опорной плите. Пресса предназначены для пробивки крепежных, технологический отверстий в стенке профиля.
Опорные плиты перемещаются автоматически при переходе на другой тип профиля. Перемещение производиться программно с помощью сервопривода позиционирования
- Регулировка зазоров валков в профилирующей клети осуществляется вручную. Через два регулировочных винта.
2.5. Второй регулируемый профилирующий модуль окончательного формирования ПН, ПС профиля.
- Две перемещаемые опорные плиты с установленными на них профилирующими каретками с профилирующими клетями. (левая и правая). Опорные плиты перемещаются автоматически при переходе на другой тип профиля. Перемещение производиться программно с помощью сервопривода позиционирования.
- Регулировка зазоров валков в профилирующей клети осуществляется вручную. Через два регулировочных винта.
2.6 Правильное устройство.
Предназначено для правки готового профиля для обеспечения требуемых геометрических характеристик. Регулировка при смене типа профиля - ручная.